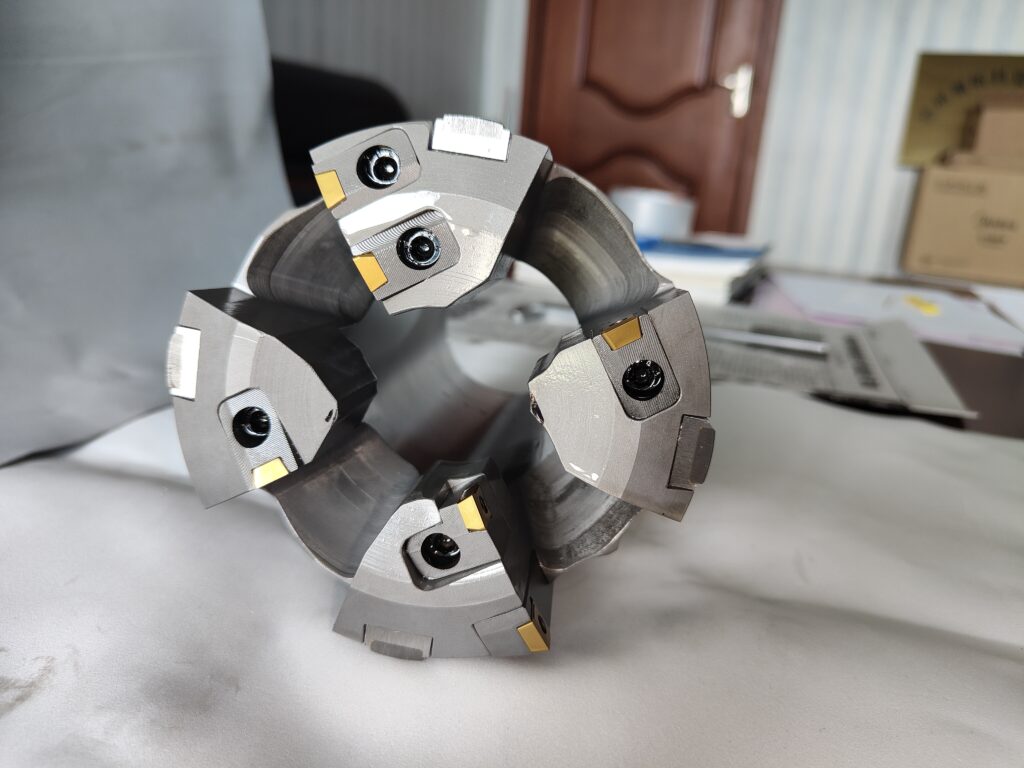
Deep hole core drilling (trepanning) stands out as a material-saving, energy-efficient, high-performance, and high-quality deep hole drilling technique. At the core of this process is the trepanning drill—a specialized tool designed to excel in scenarios where precision, material conservation, and efficiency are paramount.
Trepanning drills are primarily used for drilling holes with diameters exceeding 50mm, aspect ratios (length-to-diameter) between 1 and 75. They are indispensable when working with precious metal workpieces, or when the core material needs to be preserved intact for testing, chemical analysis, or other critical applications. To achieve successful deep hole core drilling using standard equipment, mastering the following factors related to the drill and its operation is essential:

Chip Breaking Performance and Compatibility with Work Material
- Insert material: Choosing inserts compatible with the workpiece material (e.g., high-speed steel for general metals, carbide for hard alloys) ensures optimal chip formation.
- Chip breaker geometry: The design of the drill’s chip breaker determines how well chips fragment into manageable sizes, preventing clogging.
- Chip splitting grooves: These features on the trepanning drill guide chips toward the discharge path, reducing friction and wear.
2. Unobstructed Chip Discharge Path
- Smooth inner walls: Any roughness or protrusions on the trepanning drill bar can scratch chips, causing blockages and damaging the workpiece.
- Dedicated design: Trepanning drill bars are not interchangeable with solid drilling bars, as their internal structure is engineered specifically for core drilling’s unique chip flow.
3. Coolant System Flow Rate and Pressure
- For 100mm diameter holes: 400–500 L/min flow rate, 1.5 MPa pressure.
- For 150mm diameter holes: 600–720 L/min flow rate, 1.2 MPa pressure.
- For 200mm diameter holes: 800–1000 L/min flow rate, 1.0 MPa pressure.
Why Trepanning Drill Matters in Modern Machining